Dominando el Control Automatizado de Puertas: Una Guía Práctica para la Lógica de Escalera y la Integración de PLC
En el mundo de la automatización industrial, los sistemas de entrada automatizados son más que una simple comodidad. Representan una aplicación fundamental de los sistemas de control que equilibran la entrada de sensores, la salida de motores y la lógica de seguridad. Comprender cómo programar estas secuencias es esencial para cualquier ingeniero que trabaje con la automatización de fábricas. Esta guía desglosa la lógica detrás de un sistema de puerta corrediza utilizando el mapeo del PLC XG5000 (Controlador Lógico Programable).
Estableciendo la Secuencia Operativa para la Entrada Automatizada
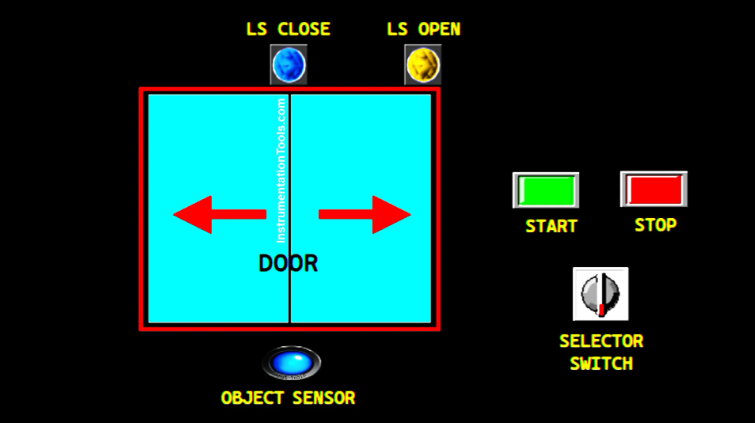
Una puerta automatizada confiable sigue una secuencia específica y repetible para garantizar la seguridad y la eficiencia. Primero, el sistema inicializa variables al arrancar, asegurando que la puerta comience en posición cerrada. Cuando un sensor de aproximación detecta un objeto, activa el motor para abrir la puerta. Un interruptor de límite confirma cuando la puerta alcanza su estado completamente abierto. Posteriormente, el sistema mantiene la puerta abierta durante cinco segundos antes de invertir el motor para cerrarla. Este ciclo estándar asegura un flujo de tráfico fluido dentro de una instalación industrial.
Implementando el Control de Energía y el Mantenimiento del Sistema
En la programación de PLC, la primera prioridad es establecer un mecanismo robusto de arranque/parada. Usando la escalera lógica en el peldaño 1, asignamos el botón START (P0000) a un bit de memoria llamado SYSTEM_ON (M0000). Al aplicar un circuito de mantenimiento, el sistema permanece energizado incluso después de que el operador suelta el botón. Por el contrario, presionar el botón STOP (P0001) rompe el circuito, poniendo inmediatamente el bit de memoria en estado BAJO. Esta lógica de "auto-mantenimiento" es una piedra angular del diseño seguro en la automatización industrial.
Gestionando Anulaciones Manuales y Secuencias de Apertura
La eficiencia a menudo requiere anulaciones manuales, como mantener una puerta abierta para mantenimiento o entregas de alto volumen. Logramos esto mediante un bit de memoria HOLD_DOOR (M0001) vinculado a un interruptor selector físico (P0005). Cuando el sistema está activo y el sensor (P0002) se activa, la salida MOTOR_SLIDER_OPEN (P0040) se enciende. El motor permanece activo hasta que el interruptor de límite LS_DOOR_OPEN (P0003) envía una señal ALTA. Esto asegura que el motor no se esfuerce contra el marco de la puerta una vez que el proceso de apertura se completa.
Temporización y Lógica de Cierre Automático
Una vez que la puerta alcanza el límite abierto, un temporizador (T000) inicia una cuenta regresiva de 5 segundos. Sin embargo, el sistema debe ser lo suficientemente inteligente para pausar este temporizador si el modo HOLD_DOOR está activo. Después de que el temporizador expira, se activa la salida MOTOR_SLIDER_CLOSE (P0041). Al igual que en la secuencia de apertura, esta salida utiliza lógica de mantenimiento para mantener el movimiento. Finalmente, el interruptor de límite LS_DOOR_CLOSE termina la operación una vez que la puerta alcanza su posición inicial, reiniciando el ciclo para la siguiente detección.
Consejo de Experto: La Importancia de la Fiabilidad del Interruptor de Límite
Según mi experiencia en el campo, el punto de falla más común en los sistemas de control de puertas no es el código; es el interruptor de límite físico. Los residuos ambientales en una fábrica a menudo pueden interferir con los interruptores mecánicos. Por lo tanto, recomiendo encarecidamente usar sensores de proximidad inductivos o interruptores de lengüeta magnéticos de alta resistencia para las entradas LS_DOOR_OPEN y LS_DOOR_CLOSE. Estas soluciones sin contacto reducen significativamente el tiempo de mantenimiento y mejoran la fiabilidad general de su configuración de automatización de fábricas.














