چگونه پروتکل HART را روی ماژولهای ورودی/خروجی میدانی Yokogawa CENTUM VP پیکربندی کنیم — راهنمای عملی
س: پروتکل HART چگونه روی ماژولهای آنالوگ I/O یاکوگاوا CENTUM VP کار میکند؟
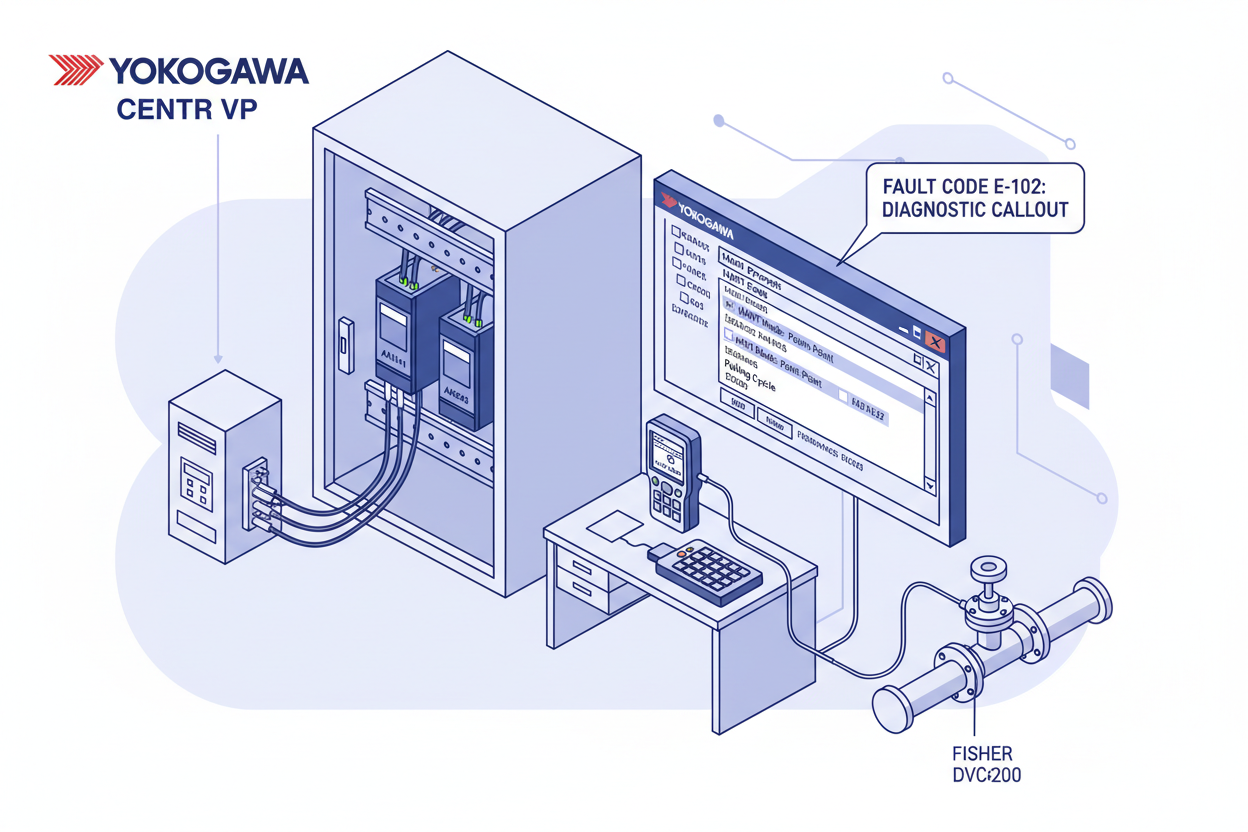
HART با سرعت 1200 بیت بر ثانیه و مدولاسیون FSK روی سیگنال 4–20 میلیآمپر عمل میکند. ماژول ورودی آنالوگ AAI141 یاکوگاوا جریان آنالوگ را میخواند و همزمان دادههای دیجیتال HART را استخراج میکند و در حالت چندقطبی تا 16 متغیر HART را در هر کانال پشتیبانی میکند. ماژول خروجی آنالوگ AAI543 فرمانهای HART را به موقعیتدهندههای هوشمند شیر مانند Fisher DVC6200 ارسال میکند. واحد کنترل میدانی دوپلکس یاکوگاوا CENTUM VP AFV10D-S41201 و واحد کنترل میدانی دوپلکس یاکوگاوا AFV10D-S41101 پلتفرمهای گره FCS هستند که ماژولهای I/O AAI141 و AAI543 را برای یکپارچهسازی ابزارهای میدانی HART در خود جای دادهاند. قبل از شروع، سطح فریمور ماژول را در صفحه تشخیص FCS بررسی کنید — CENTUM VP بسته به نسخه فریمور از HART 6 یا HART 7 پشتیبانی میکند.
س: چگونه ماژول AAI141 را برای ارتباط HART سیمکشی کنم؟
- مرحله 1: ماژول AAI141 را در گره FCS نصب کنید. مطمئن شوید موقعیت اسلات با نقشه پیکربندی I/O شما مطابقت دارد. گیرههای ریل DIN را محکم ببندید.
- مرحله 2: فرستنده HART میدانی را به ترمینالهای AAI141 وصل کنید. اگر حلقه شامل مقاومت 250 اهم نیست، یک مقاومت 250 اهم بین ترمینالها نصب کنید — این مقاومت سیگنال FSK را برای رمزگشایی مودم HART تبدیل میکند.
- مرحله 3: کابل جفتپیچیده شیلددار را از کابینت مارشالینگ به AAI141 بکشید. شیلد را فقط در یک سر زمین کنید تا از ایجاد حلقه زمین که دادههای HART را خراب میکند جلوگیری شود.
- مرحله 4: برای حالت چندقطبی، تا چهار فرستنده HART را به صورت موازی روی یک کانال سیمکشی کنید. هر فرستنده را به یک آدرس HART منحصر به فرد (0–15) تنظیم کنید. آدرس 0 آدرس نظرسنجی در حالت نقطه به نقطه است.
س: چگونه HART را در نرمافزار CENTUM VP پیکربندی کنم؟
- مرحله 5: ایستگاه کاری مهندسی CENTUM VP را باز کنید. به نمای سیستم بروید و گره FCS خود را پیدا کنید. روی اسلات AAI141 دوبار کلیک کنید تا پنجره خصوصیات ماژول باز شود.
- مرحله 6: پارامتر حالت HART را تنظیم کنید: برای حلقههای تک فرستنده «نقطه به نقطه» و برای چند دستگاه «چندقطبی» را انتخاب کنید. زمان چرخه نظرسنجی را وارد کنید — مقدار معمول 5 ثانیه برای 4 متغیر است.
- مرحله 7: متغیر اصلی HART (PV) را به تگ مقدار فرآیند در DCS نگاشت کنید. متغیرهای ثانویه (SV، TV، QV) را به تگهای کمکی نگاشت کنید. ابتدا این تگها را در پایگاه داده تگهای CENTUM VP ایجاد کنید.
- مرحله 8: پیکربندی را به FCS دانلود کنید. روشن شدن ثابت LED سبز نشاندهنده دانلود موفق است. چشمک زدن LED کهربایی نشاندهنده خطای پیکربندی است.
س: کدهای خطای رایج کدامند و چگونه آنها را رفع کنم؟
- E-102 (زمانتأخیر ارتباط HART): مقاومت 250 اهم وجود ندارد یا کابل بیش از حد طولانی است. طول کابل را به زیر 1500 متر کاهش دهید یا مقاومت را نصب کنید.
- E-115 (تداخل آدرس HART): دو فرستنده روی یک کانال آدرس نظرسنجی یکسان دارند. از یک ارتباطدهنده HART مدل 375 یا 475 برای خواندن و تغییر آدرسها استفاده کنید.
- E-201 (خطای بازخورد جریان خروجی AAI543): بازخورد جریان خروجی بیش از 5٪ با فرمان تفاوت دارد. سیمکشی را بررسی کنید یا حلقه جریان معیوب است — مقاومت حلقه و محکم بودن ترمینالها را قبل از تعویض ماژول بررسی کنید.
س: بهترین روشهای راهاندازی چیست؟
- مرحله 9: با استفاده از یک ارتباطدهنده دستی HART هر فرستنده را قبل از سیمکشی به DCS بررسی کنید. خواندن PV، واحدها و تگ را با P&ID مطابقت دهید.
- مرحله 10: سیگنالهای شناخته شده 4 میلیآمپر و 20 میلیآمپر را در پنل مارشالینگ تزریق کنید. مطمئن شوید AAI141 این مقادیر را با دقت 0.1٪ میخواند. نتایج کالیبراسیون را مستند کنید.
- مرحله 11: تست حلقه را با تغییر خروجی AAI543 از 0٪ تا 100٪ در گامهای 25٪ انجام دهید. اطمینان حاصل کنید موقعیتدهنده هوشمند شیر هر فرمان را دنبال میکند. دادههای تشخیصی HART را برای هشدارهای حرکت شیر، اصطکاک و ناحیه مرده بررسی کنید.
- مرحله 12: پس از راهاندازی، پیکربندی FCS و پایگاه داده تگها را آرشیو کنید. یک نسخه پشتیبان روی سرور مهندسی و یک درایو USB ذخیره کنید.
نکته کلیدی چیست؟
سیمکشی صحیح با مقاومت 250 اهم پایه ارتباط قابل اعتماد HART است — ابتدا این مورد را قبل از هر عیبیابی نرمافزاری بررسی کنید. تخصیص صحیح آدرس و پیکربندی نظرسنجی از رایجترین خطاهای راهاندازی جلوگیری میکند. تشخیصها و کدهای خطای HART را مستند کنید تا در عیبیابیهای آینده ساعتها صرفهجویی شود. صفحه وضعیت HART را در طول عملکرد عادی به صورت هفتگی بررسی کنید تا حلقههای در حال افت کیفیت قبل از ایجاد اختلال در فرآیند شناسایی شوند.
نویسنده: وی ژانگ، مهندس اتوماسیون صنعتی با بیش از ۱۰ سال تجربه در PLC، DCS و سیستمهای کنترل.















