Dominando o Controle Automatizado de Portas: Um Guia Prático para Lógica de Escada e Integração de CLP
No mundo da automação industrial, os sistemas de entrada automatizados são mais do que uma simples comodidade. Eles representam uma aplicação fundamental dos sistemas de controle que equilibram a entrada dos sensores, a saída dos motores e a lógica de segurança. Compreender como programar essas sequências é essencial para qualquer engenheiro que trabalhe com automação de fábricas. Este guia detalha a lógica por trás de um sistema de porta deslizante usando o mapeamento do CLP XG5000 (Controlador Lógico Programável).
Estabelecendo a Sequência Operacional para Entrada Automatizada
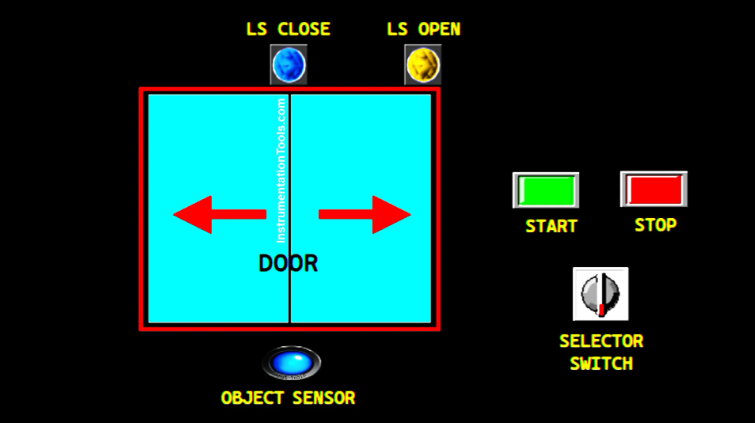
Uma porta automatizada confiável segue uma sequência específica e repetível para garantir segurança e eficiência. Primeiro, o sistema inicializa variáveis ao ligar, garantindo que a porta comece na posição fechada. Quando um sensor de aproximação detecta um objeto, ele aciona o motor para abrir a porta. Um interruptor de limite confirma quando a porta alcança sua posição totalmente aberta. Em seguida, o sistema mantém a porta aberta por cinco segundos antes de inverter o motor para fechá-la. Esse ciclo padrão assegura um fluxo suave de tráfego dentro de uma instalação industrial.
Implementando o Controle de Energia e o Trava do Sistema
Na programação de CLP, a primeira prioridade é estabelecer um mecanismo robusto de ligar/desligar. Usando o Degrau 1 da lógica em escada, mapeamos o botão START (P0000) para um bit de memória chamado SYSTEM_ON (M0000). Aplicando um circuito de trava, o sistema permanece energizado mesmo após o operador soltar o botão. Por outro lado, pressionar o botão STOP (P0001) interrompe o circuito, definindo imediatamente o bit de memória para o estado BAIXO. Essa lógica de "auto-trava" é um pilar do projeto seguro de automação industrial.
Gerenciando Sobrescritas Manuais e Sequências de Abertura
A eficiência frequentemente requer sobrescritas manuais, como manter a porta aberta para manutenção ou entregas de grande volume. Conseguimos isso por meio de um bit de memória HOLD_DOOR (M0001) vinculado a um interruptor seletor físico (P0005). Quando o sistema está ativo e o sensor (P0002) é acionado, a saída MOTOR_SLIDER_OPEN (P0040) é ativada. O motor permanece ativo até que o interruptor de limite LS_DOOR_OPEN (P0003) envie um sinal ALTO. Isso garante que o motor não force contra a moldura da porta após a conclusão do processo de abertura.
Temporização e Lógica de Fechamento Automático
Quando a porta alcança o limite aberto, um temporizador (T000) inicia uma contagem regressiva de 5 segundos. Contudo, o sistema deve ser inteligente o suficiente para pausar esse temporizador se o modo HOLD_DOOR estiver ativo. Após o término do temporizador, a saída MOTOR_SLIDER_CLOSE (P0041) é ativada. Assim como na sequência de abertura, essa saída utiliza lógica de trava para manter o movimento. Finalmente, o interruptor de limite LS_DOOR_CLOSE encerra a operação assim que a porta retorna à posição inicial, reiniciando o ciclo para a próxima detecção.
Conselho de Especialista: A Importância da Confiabilidade dos Interruptores de Limite
Com base na minha experiência prática, o ponto de falha mais comum nos sistemas de controle de portas não é o código; é o interruptor de limite físico. Resíduos ambientais em uma fábrica podem frequentemente interferir nos interruptores mecânicos. Por isso, recomendo fortemente o uso de sensores de proximidade indutivos ou interruptores de palheta magnéticos reforçados para as entradas LS_DOOR_OPEN e LS_DOOR_CLOSE. Essas soluções sem contato reduzem significativamente o tempo de manutenção e melhoram a confiabilidade geral da sua configuração de automação de fábricas.















