Padroneggiare il Controllo Automatico delle Porte: Una Guida Pratica alla Logica a Scala e all'Integrazione PLC
Nel mondo dell'automazione industriale, i sistemi di ingresso automatizzati sono più di una semplice comodità. Rappresentano un'applicazione fondamentale dei sistemi di controllo che bilanciano l'ingresso dei sensori, l'uscita dei motori e la logica di sicurezza. Comprendere come programmare queste sequenze è essenziale per ogni tecnico che lavora con la automazione di fabbrica. Questa guida spiega la logica dietro un sistema di porta scorrevole utilizzando la mappatura del PLC XG5000 (Controllore Logico Programmabile).
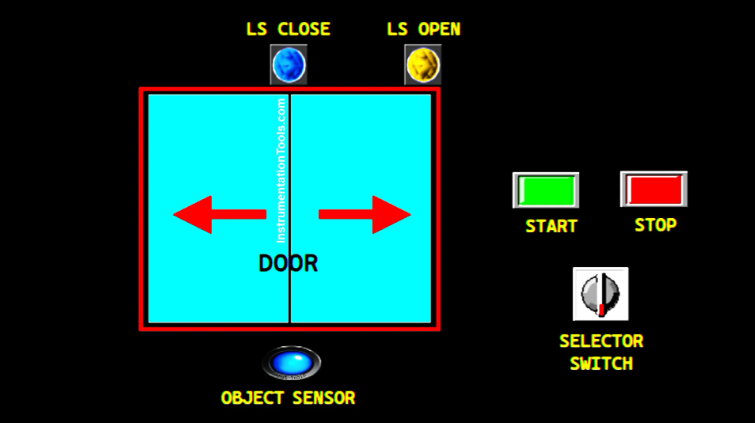
Definire la sequenza operativa per l'ingresso automatizzato
Una porta automatica affidabile segue una sequenza specifica e ripetibile per garantire sicurezza ed efficienza. Innanzitutto, il sistema inizializza le variabili all'avvio, assicurando che la porta parta in posizione chiusa. Quando un sensore di avvicinamento rileva un oggetto, attiva il motore per aprire la porta. Un finecorsa conferma quando la porta raggiunge la posizione completamente aperta. Successivamente, il sistema mantiene la porta aperta per cinque secondi prima di invertire il motore per chiuderla. Questo ciclo standard assicura un flusso regolare del traffico all'interno di un impianto industriale.
Implementare il controllo di alimentazione e il mantenimento del sistema
Nella programmazione PLC, la prima priorità è stabilire un meccanismo robusto di avvio/arresto. Usando la Rung 1 della logica a scala, associamo il pulsante START (P0000) a un bit di memoria chiamato SYSTEM_ON (M0000). Applicando un circuito di mantenimento, il sistema rimane alimentato anche dopo che l'operatore rilascia il pulsante. Al contrario, premendo il pulsante STOP (P0001) si interrompe il circuito, impostando immediatamente il bit di memoria a stato BASSO. Questa logica di "blocco" è una pietra miliare del progetto sicuro nell'automazione industriale.
Gestire le sovrascritture manuali e le sequenze di apertura
L'efficienza richiede spesso sovrascritture manuali, come mantenere la porta aperta per manutenzione o consegne ad alto volume. Otteniamo questo tramite un bit di memoria HOLD_DOOR (M0001) collegato a un interruttore selettore fisico (P0005). Quando il sistema è attivo e il sensore (P0002) si attiva, l'uscita MOTOR_SLIDER_OPEN (P0040) si avvia. Il motore rimane attivo finché il finecorsa LS_DOOR_OPEN (P0003) non invia un segnale ALTO. Questo assicura che il motore non si sforzi contro il telaio della porta una volta completata l'apertura.
Tempi e logica di chiusura automatica
Una volta che la porta raggiunge il limite di apertura, un temporizzatore (T000) avvia un conto alla rovescia di 5 secondi. Tuttavia, il sistema deve essere abbastanza intelligente da mettere in pausa questo temporizzatore se la modalità HOLD_DOOR è attiva. Dopo la scadenza del tempo, si attiva l'uscita MOTOR_SLIDER_CLOSE (P0041). Come nella sequenza di apertura, questa uscita utilizza la logica di mantenimento per mantenere il movimento. Infine, il finecorsa LS_DOOR_CLOSE termina l'operazione una volta che la porta raggiunge la posizione di chiusura, resettando il ciclo per la prossima rilevazione.
Consiglio esperto: l'importanza dell'affidabilità dei finecorsa
Dalla mia esperienza sul campo, il punto di guasto più comune nei sistemi di controllo delle porte non è il codice, ma il finecorsa fisico. I detriti ambientali in una fabbrica possono spesso interferire con gli interruttori meccanici. Perciò, raccomando vivamente l'uso di sensori di prossimità induttivi o interruttori a lamella magnetici robusti per gli ingressi LS_DOOR_OPEN e LS_DOOR_CLOSE. Queste soluzioni senza contatto riducono significativamente i tempi di manutenzione e migliorano l'affidabilità complessiva del vostro impianto di automazione di fabbrica.














