Maîtriser le contrôle automatisé des portes : un guide pratique de la logique à échelons et de l’intégration des automates programmables
Dans le domaine de l’automatisation industrielle, les systèmes d’entrée automatisés sont bien plus qu’un simple confort. Ils représentent une application fondamentale des systèmes de commande qui équilibrent les signaux des capteurs, la sortie des moteurs et la logique de sécurité. Comprendre comment programmer ces séquences est essentiel pour tout ingénieur travaillant dans l’automatisation d’usine. Ce guide décompose la logique derrière un système de porte coulissante en utilisant la cartographie du API XG5000 (Automate Programmable Industriel).
Établir la séquence de fonctionnement pour l’entrée automatisée
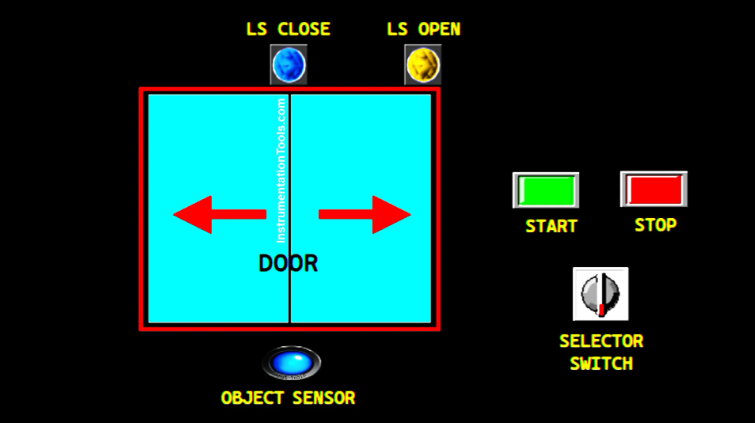
Une porte automatisée fiable suit une séquence spécifique et répétable pour garantir la sécurité et l’efficacité. Tout d’abord, le système initialise les variables au démarrage, assurant que la porte commence en position fermée. Lorsqu’un capteur de proximité détecte un objet, il déclenche le moteur pour ouvrir la porte. Un contact de fin de course confirme lorsque la porte atteint sa position complètement ouverte. Ensuite, le système maintient la porte ouverte pendant cinq secondes avant d’inverser le moteur pour la refermer. Cette boucle standard assure un flux de circulation fluide au sein d’une installation industrielle.
Mettre en œuvre le contrôle d’alimentation et le maintien du système
En programmation d’API, la première priorité est d’établir un mécanisme robuste de démarrage/arrêt. En utilisant la première barre de l’échelle logique, nous associons le bouton START (P0000) à un bit mémoire nommé SYSTEM_ON (M0000). En appliquant un circuit de maintien, le système reste alimenté même après que l’opérateur relâche le bouton. Inversement, appuyer sur le bouton STOP (P0001) interrompt le circuit, mettant immédiatement le bit mémoire à l’état BAS. Cette logique de « verrouillage » est une pierre angulaire de la conception sûre en automatisation industrielle.
Gérer les dérogations manuelles et les séquences d’ouverture
L’efficacité nécessite souvent des dérogations manuelles, comme maintenir une porte ouverte pour la maintenance ou des livraisons en grand volume. Nous réalisons cela via un bit mémoire HOLD_DOOR (M0001) lié à un commutateur sélecteur physique (P0005). Lorsque le système est actif et que le capteur (P0002) est déclenché, la sortie MOTOR_SLIDER_OPEN (P0040) s’active. Le moteur reste en marche jusqu’à ce que le contact de fin de course LS_DOOR_OPEN (P0003) envoie un signal HAUT. Cela garantit que le moteur ne force pas contre le cadre de la porte une fois l’ouverture terminée.
Gestion du temporisateur et logique de fermeture automatique
Une fois que la porte atteint la limite d’ouverture, un temporisateur (T000) lance un compte à rebours de 5 secondes. Cependant, le système doit être assez intelligent pour suspendre ce temporisateur si le mode HOLD_DOOR est actif. Après l’expiration du temporisateur, la sortie MOTOR_SLIDER_CLOSE (P0041) s’active. Comme pour la séquence d’ouverture, cette sortie utilise une logique de maintien pour conserver le mouvement. Enfin, le contact de fin de course LS_DOOR_CLOSE met fin à l’opération une fois que la porte est revenue à sa position initiale, réinitialisant le cycle pour la prochaine détection.
Conseil d’expert : l’importance de la fiabilité des contacts de fin de course
De mon expérience sur le terrain, le point de défaillance le plus courant dans les systèmes de commande de porte n’est pas le code, mais le contact de fin de course physique. Les débris environnementaux dans une usine peuvent souvent gêner les contacts mécaniques. C’est pourquoi je recommande vivement d’utiliser des capteurs de proximité inductifs ou des contacts à lames magnétiques robustes pour les entrées LS_DOOR_OPEN et LS_DOOR_CLOSE. Ces solutions sans contact réduisent considérablement les temps d’arrêt pour maintenance et améliorent la fiabilité globale de votre installation d’automatisation d’usine.














