Warum RTD-Sensoren stromabwärts von Blenden installiert werden müssen
Das Kernproblem: Wirbelstraßen und Druckinterferenzen
Orifice-Platten-Durchflussmesser basieren auf präzisen Differenzdruckmessungen. Jede Störung stromaufwärts beeinträchtigt die Genauigkeit. Ein stromaufwärts installiertes Thermowell erzeugt ein vorhersehbares Muster alternierender Wirbel, bekannt als von-Kármán-Wirbelstraße. Diese Wirbel erzeugen oszillierende Druckwellen, die stromaufwärts propagieren und das Differenzdrucksignal an den Orifice-Anzapfstellen verfälschen.
Durchflussingenieure bei Yokogawa führen routinemäßig 1,5–3 % Messfehler auf eine einzige Ursache zurück: die falsche Platzierung des RTD vor der Orifice-Platte. Die Frequenz der Druckschwankungen eines Thermowells skaliert mit der Strömungsgeschwindigkeit und folgt der Strouhal-Beziehung. Bei typischen Prozessgeschwindigkeiten von 3–8 m/s liegt diese Frequenz im Ansprechband der meisten DP-Sender, was bedeutet, dass der Sender sie nicht automatisch herausfiltern kann. Der Yokogawa DPharp EJA Series Drucktransmitter ist ein hochgenauer DP-Sender, der häufig in Orifice-Platten-Messsystemen eingesetzt wird, bei denen stromaufwärts auftretende Strömungsstörungen eliminiert werden müssen, um die Nenn-Genauigkeit zu erreichen.
Daher verlangen sowohl die ISO 5167-1 als auch die ASME MFC-3M Norm, dass Temperaturelemente stromabwärts des primären Durchflusselements positioniert werden. Dies ist keine Empfehlung – es ist eine Anforderung an die Integrität des Messsystems.
Die Physik hinter der stromabwärts gerichteten Platzierung
Ein in einen Rohrquerschnitt eingeführtes Thermowell wirkt als sogenannter Bluffkörper. Die Strömungsablösung am Thermowell erzeugt zwei abwechselnde Niederdruckzonen auf gegenüberliegenden Seiten des Stiels. Dieses Ablösen ist periodisch und reproduzierbar, führt jedoch zu einer schwankenden Druckkomponente im stromaufwärts liegenden Strömungsfeld.
Wenn das Thermowell stromaufwärts der Orifice-Platte sitzt, treten drei Fehlerarten auf. Erstens stören die alternierenden Wirbel das Geschwindigkeitsprofil, das sich der Orifice-Bohrung nähert, was zu einer nicht gleichmäßigen axialen Geschwindigkeitsverteilung führt. Zweitens verändern die Niederdruckimpulse die statische Druckmessung an der stromaufwärts liegenden Anzapfung und erzeugen einen fälschlich zu hohen oder zu niedrigen Differenzdruck. Drittens, wenn die Wirbelschälfrequenz mit der mechanischen Resonanzfrequenz der Orifice-Platte oder Flanschbaugruppe koppelt, beschleunigt sich die strukturelle Ermüdung.
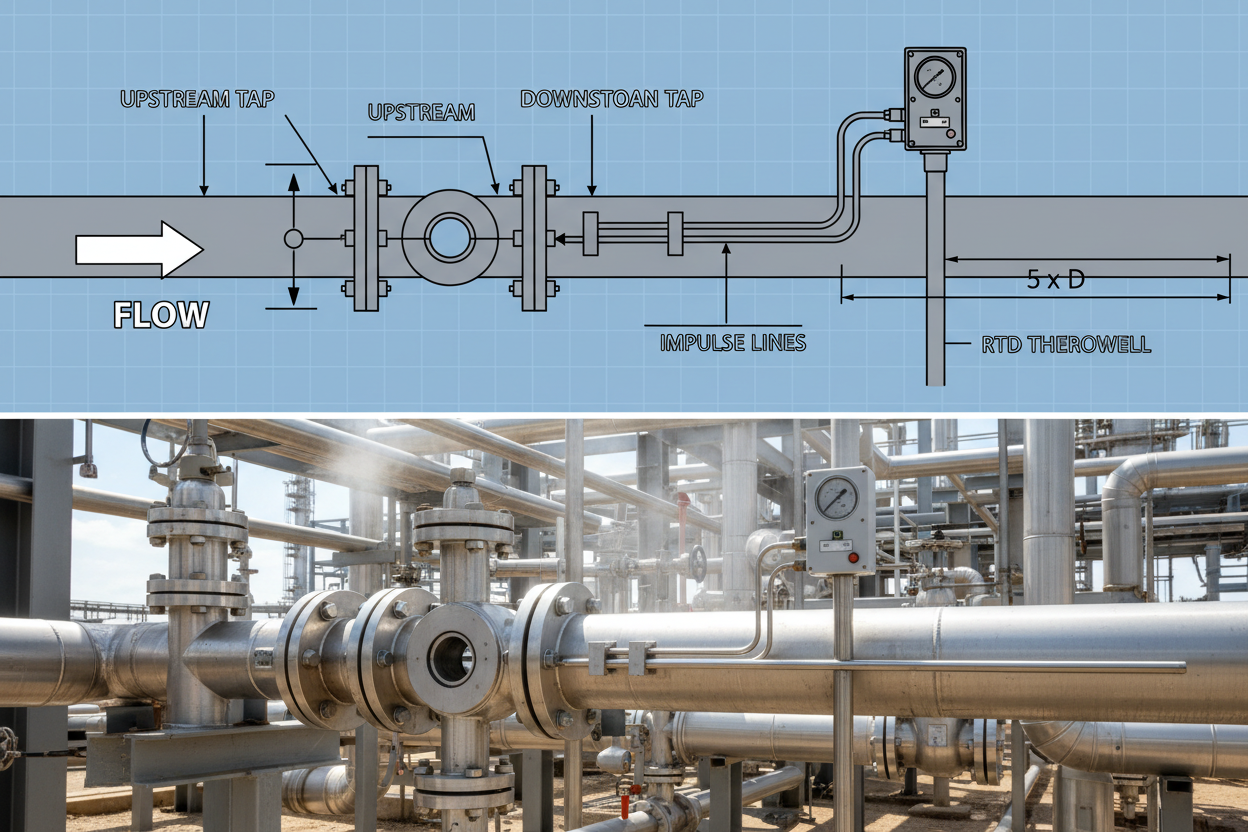
Die Platzierung des Thermowells stromabwärts eliminiert alle drei Fehlerarten. Die GE Sensing-Richtlinien geben einen Mindestabstand von 5 Rohrdurchmessern (5D) zwischen der stromabwärts liegenden Anzapfung und der Vorderkante des Thermowells vor. Für Dampfanwendungen über 30 m/s verlängern Ingenieure diesen Abstand auf 10D, um eine Resonanzkopplung mit der Rohrwand zu verhindern.
Installationsverfahren und Abstandsregeln
- Schritt 1: Bestimmen Sie die Fließrichtung und markieren Sie die stromaufwärts und stromabwärts liegenden Flansche am Orifice-Trägerring. Stellen Sie sicher, dass die Fase der Orifice-Platte stromabwärts zeigt und die stromaufwärts liegende Anzapfung sich innerhalb von 0–0,5D von der Plattenfläche befindet.
- Schritt 2: Schließen Sie die Installation der Orifice-Platte ab und ziehen Sie die Flanschbolzen mit dem angegebenen Drehmoment an. Für ANSI Class 150 Flansche im Einsatz mit Kohlenstoffstahl liegt das Drehmoment typischerweise bei 80–110 Nm in einem Kreuzmuster.
- Schritt 3: Messen Sie 5D vom stromabwärts liegenden Anzapfungspunkt entlang der Rohrmittellinie. Markieren Sie diese Position als den minimal zulässigen Eintrittspunkt für das Thermowell.
- Schritt 4: Wählen Sie die Eintauchtiefe des Thermowells so, dass die Messspitze auf der Rohrmittellinie sitzt, was 50–60 % des Innendurchmessers entspricht. Bei einem Rohr mit 100 mm Nennweite sollte die Eintauchtiefe 50–60 mm von der inneren Rohrwand betragen.
- Schritt 5: Installieren Sie das Thermowell mit einer Schweißbuchse oder einem Flanschanschluss, abhängig von der Prozessdruckklasse. Für Drücke über 40 bar verwenden Sie ein geflanschtes Thermowell, das den Anforderungen der ASME PTC 19.3 TW-2016 zur Berechnung der Wirbelschälfrequenz entspricht.
- Schritt 6: Führen Sie das Pt100-RTD-Element in das Thermowell ein und verbinden Sie es mit einem zugelassenen Verlängerungskabel. Bei einer 3-Draht-Pt100-Konfiguration vergewissern Sie sich, dass die Leitungswiderstandskompensation im Transmitter aktiviert ist – der Yokogawa YTA510 unterstützt dies nativ für Raffinerieanwendungen.
- Schritt 7: Führen Sie eine Live-Prüfung durch, indem Sie den Ausgang des Transmitters mit einem Referenzthermometer bei stabilem Durchfluss vergleichen. Eine zulässige Abweichung beträgt ±0,5 °C für Abrechnungsanwendungen.
Häufige Fehler im Feld und Korrekturmaßnahmen
Selbst erfahrene Techniker machen bei Orifice-RTD-Systemen immer wieder dieselben Fehler. Der erste häufige Fehler ist die Umkehrung der Installationsreihenfolge – das Thermowell wird im stromaufwärts liegenden geraden Rohrabschnitt platziert, um Rohrleitungsplatz zu sparen. Der DP-Sender reagiert auf den momentanen Differenzdruck, nicht auf einen zeitlich gemittelten Wert. Versetzen Sie das Thermowell sofort auf die stromabwärts liegende Seite.
Der zweite Fehler betrifft einen unzureichenden geraden Rohrabschnitt stromaufwärts der Orifice-Platte selbst. Die ISO 5167 verlangt je nach Beta-Verhältnis und Art der upstream-Anordnung 10D–40D gerades Rohr. Ein 90°-Bogen direkt stromaufwärts einer Beta-0,6-Orifice-Platte erfordert 26D geraden Rohrabschnitt. Ingenieure prüfen oft nur die Thermowell-Position und übersehen die Einhaltung der upstream-Rohrleitung vollständig.
Der dritte Fehler ist eine zu geringe Eintauchtiefe des Thermowells unterhalb der Mittellinie. Ein Thermowell, das nur 40 % des Rohrradius erreicht, misst eine temperaturbeeinflusste Grenzschichttemperatur und nicht die Temperatur des Bulk-Mediums. Im Dampfbetrieb kann dieser Fehler über 3 °C betragen, was sich direkt auf die Dichtekorrektur des Durchflussrechners auswirkt.
Darüber hinaus dokumentieren GE Panametrics und Yokogawa Anwendungstechniker Fälle, in denen Thermowell-Vibrationen innerhalb von 90 Tagen nach Inbetriebnahme zum Bruch des RTD-Elements führten. Die Lösung besteht darin, vor der Installation das Verhältnis der Wirbelschälfrequenz (fn/fs) mit der ASME PTC 19.3 TW-Tabelle zu überprüfen. Ein Verhältnis über 0,8 erfordert ein steiferes Thermowell-Design oder eine andere Eintauchtiefe.
Fazit und Handlungsempfehlung
Die Installation eines RTD stromabwärts einer Orifice-Platte ist keine Layoutpräferenz – es ist eine Genauigkeitsanforderung, die durch ISO 5167 und ASME PTC 19.3 gestützt wird. Wirbelschälung an stromaufwärts liegenden Thermowells verfälscht DP-Messwerte und kann strukturelle Ermüdung verursachen. Befolgen Sie die Mindestabstandsregel von 5D ab der stromabwärts liegenden Anzapfung, überprüfen Sie die Eintauchtiefe auf der Rohrmittellinie und bestätigen Sie die Einhaltung der Wirbelschälfrequenz vor der Installation. Diese Maßnahmen verhindern Messdrift, schützen die Dichtekompensation Ihres Durchflussrechners und gewährleisten die Einhaltung gesetzlicher Vorschriften bei Abrechnungs-Messstationen.
Autor: Marcus Chen ist ein Ingenieur für industrielle Automatisierung mit über 10 Jahren Erfahrung in SPS-, DCS- und Steuerungssystemen.















