PLC Analog I/O Fehlerdiagnose: Phoenix Contact AXL F AI8 I und Honeywell HC900 Feldfehlerbehebung
Warum Analog-I/O-Fehler täuschen können
Analog-Eingangsfehler kündigen sich selten mit einem eindeutigen Fehlercode an. Stattdessen zeigen sie sich durch driftende PV-Werte, intermittierende BADQUAL-Flags oder subtile Skalierungsabweichungen, die sich über Monate hinweg ansammeln. Ingenieure, die mit Phoenix Contact AXL F AI8 I Modulen und Honeywell HC900 Analogkarten arbeiten, begegnen dieser Herausforderung häufig. Das AXL F AI8 I arbeitet auf dem Axioline F Backplane mit einer Zykluszeit von 500 µs pro Kanal. Die HC900 AI-Karte verarbeitet 4–20 mA Signale mit einer Standardabtastrate von 100 ms. Wenn diese beiden Systeme eine gemeinsame Schleife über Remote-I/O-Marshaling teilen, kann eine Abweichung in der Abtastzeitstempel um 200–400 ms entstehen.
Häufige Fehlerkategorien in 4-20mA-Schleifen
Die Praxiserfahrung zeigt vier Hauptfehlerkategorien bei 4–20 mA Analog-Eingängen:
- Drahtbruch / Unterbrechung: Das Phoenix Contact AXL F AI8 I meldet ein DIAG_STATUS-Bit im Prozessdatenabbild. Das Modul treibt den Eingang auf 3,6 mA (unterhalb des Live-Zero) wenn die Schleife offen ist. Das Honeywell HC900 löst einen BROKEN_WIRE Alarm aus, wenn der gemessene Strom für mehr als 2 Abtastzyklen unter 3,8 mA fällt.
- Skalierungsabweichung: Der Standard-Engineeringbereich des AXL F AI8 I ordnet 4 mA auf 0 und 20 mA auf 32767 Rohwerte zu. Falsche PLC-Skalierungskonstanten verschieben alle Werte. Ein Offset von 1 % (328 Counts) entspricht 0,16 mA und wird stillschweigend durch PID-Regler weitergegeben.
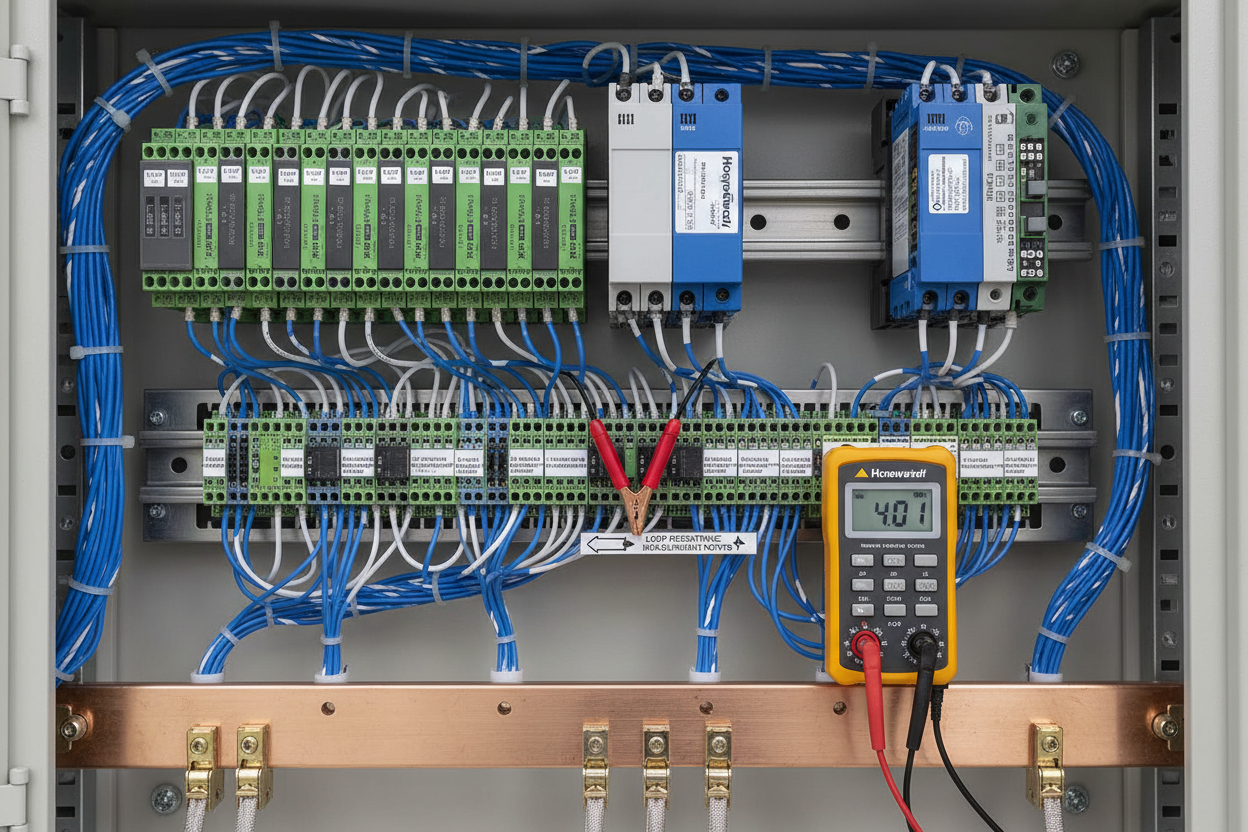
- Übermäßiger Schleifenwiderstand: Ein Gesamtwiderstand der Schleife über 600 Ω bei einer 24 VDC-Versorgung führt dazu, dass der Sender unterversorgt wird. Messen Sie den Widerstand am Klemmenblock bei spannungslosem Zustand. Zielwert: 250–500 Ω für HART-fähige Schleifen.
- Masseschleifen- und Gleichtaktstörungen: Das AXL F AI8 I ist pro Kanal galvanisch isoliert (500 VDC). Wenn Störungen bestehen bleiben, prüfen Sie die Schirmung der Kabel. Die Schirmung muss nur an einem Ende angeschlossen sein – typischerweise am Schaltschrank an der Schutzerdungsschiene.
Sechs-Schritte-Verfahren zur Fehlerisolierung im Feld
- Schritt 1: Bestätigen Sie die Versorgungsspannung am Feldanschluss. Für eine 24 VDC-Schleife mit einem HART-Sender und der AXL F AI8 I Last von 25 Ω beträgt die Mindestversorgungsspannung: V_min = (0,020 A × R_gesamt) + V_Senderabfall. Typischer V_min = 10,5 VDC an den Senderklemmen.
- Schritt 2: Klemmen Sie einen Kalibrator (Fluke 789 oder gleichwertig) in Serie an den Senderklemmen an. Erzwingen Sie 4,000 mA und lesen Sie den Rohwert im AXL F AI8 I Prozessabbild über die Axioline F Diagnose-Schnittstelle. Erwartet: 0 Counts ± 5 Counts.
- Schritt 3: Erzwingen Sie 20,000 mA. Erwarteter Rohwert: 32767 ± 50. Ein Wert unter 32500 weist auf zu hohen Schleifenwiderstand oder Spannungseinbruch hin.
- Schritt 4: Erzwingen Sie 3,600 mA und bestätigen Sie, dass das HC900 BROKEN_WIRE-Flag innerhalb von 200 ms aktiviert wird. Falls nicht, prüfen Sie den Parameter WIRE_BREAK_EN der HC900 AI-Karte im HC900 Designer Konfigurationsblock.
- Schritt 5: Injizieren Sie 12,000 mA (Mittelwert). Der HC900 skalierte Wert sollte 50,0 % ± 0,05 % anzeigen. Überschreitet die Abweichung 0,1 %, berechnen Sie die HC900 Skalierungskonstanten neu: EU_at_4mA und EU_at_20mA Felder in den Parametern des Analog Input Function Blocks.
- Schritt 6: Stellen Sie den Normalbetrieb wieder her. Überwachen Sie das DIAG_STATUS-Wort im AXL F AI8 I für 15 Minuten. Jede vorübergehende DIAG-Bit-Aktivierung weist auf einen intermittierenden Kabeldefekt hin – prüfen Sie die Feldstecker-Krimpverbindungen und die Kabelführung durch Rohrbögen.
HART-Integration und Isolation-Monitoring Hinweise
Viele Phoenix Contact AXL F AI8 I Installationen integrieren HART über das AXL F HART Modul. Der Schleifenwiderstand muss zwischen 230 Ω und 600 Ω liegen, um eine zuverlässige HART-Kommunikation zu gewährleisten. Das Honeywell HC900 unterstützt HART-Passthrough auf seinen HAIS (HART Analog Input Smart) Karten, jedoch nicht auf der Standard-AI-Karte. Ingenieure verbinden manchmal HART-fähige Sender mit Standard-AI-Karten und wundern sich, warum der Device Variable Command 3 keine Antwort liefert – dies ist so beabsichtigt.
Beim Einbau von Isolation-Monitoring in sicherheitsgerichteten Schleifen ist zu beachten, dass der IMD (Insulation Monitoring Device) Injektionsstrom von 1–10 µA als Offset von 0,001–0,01 mA auf empfindlichen Sendern erscheinen kann. Vergewissern Sie sich, dass die IMD-Frequenz nicht in das HART FSK-Band (1200–2200 Hz) aliasiert. Verwenden Sie einen Spektrumanalysator oder ein HART-Modem im Monitor-Modus, um die spektrale Sauberkeit vor der endgültigen Inbetriebnahme zu bestätigen.
Skalierungsformel Referenz
Für einen 0–100 bar Sender am AXL F AI8 I:
EU = (Rohwert / 32767) × 100,0 bar
Für den Honeywell HC900 Funktionsblock:
EU = EU_at_4mA + [(mA_Eingang − 4,0) / 16,0] × (EU_at_20mA − EU_at_4mA)
Ein häufiger Fehler ist, EU_at_4mA für einen nullbasierten Bereich auf einen Wert ungleich Null zu setzen. Setzen Sie immer EU_at_4mA = 0 und EU_at_20mA auf den vollen Engineering-Wert für Standard-Linearsender. Überprüfen Sie die Skalierung nach jeder Firmware-Aktualisierung des HC900 Controllers – Updates können die Funktionsblock-Standardeinstellungen zurücksetzen.
Fazit und Handlungsempfehlung
Analog-I/O-Fehler in Phoenix Contact AXL F AI8 I und Honeywell HC900 Systemen folgen vorhersehbaren Mustern. Überprüfen Sie zuerst die Schleifenversorgung und den Widerstand. Zweitens injizieren Sie kalibrierte Testströme, um Skalierungs- von Verdrahtungsfehlern zu unterscheiden. Drittens validieren Sie die HART-Fähigkeit, bevor Sie von Passthrough-Unterstützung ausgehen. Wenden Sie das 6-Schritte-Verfahren bei der Inbetriebnahme an – nicht nur bei Fehlern. Dies liefert Basisdaten, die die Fehlersuche in den meisten Fällen um 60 % verkürzen.
Dokumentieren Sie jeden gemessenen Rohwert, Schleifenwiderstand und Skalierungskonstante im Instrumenten-Datenblatt neben dem Sender-Datenetikett. Planen Sie jährliche Schleifen-Kalibrierprüfungen mit einem Prozesskalibrator, der 0,025 % Genauigkeit bietet, um die Messrückführbarkeit in sicherheitskritischen Anwendungen zu gewährleisten.
Autor: Zheng Haoyu ist ein Ingenieur für industrielle Automatisierung mit über 10 Jahren Erfahrung in PLC-, DCS- und Steuerungssystemen.















