Kāpēc RTD sensorus jāuzstāda aiz orificu plāksnēm
Pamata problēma: virpuļu ielas un spiediena traucējumi
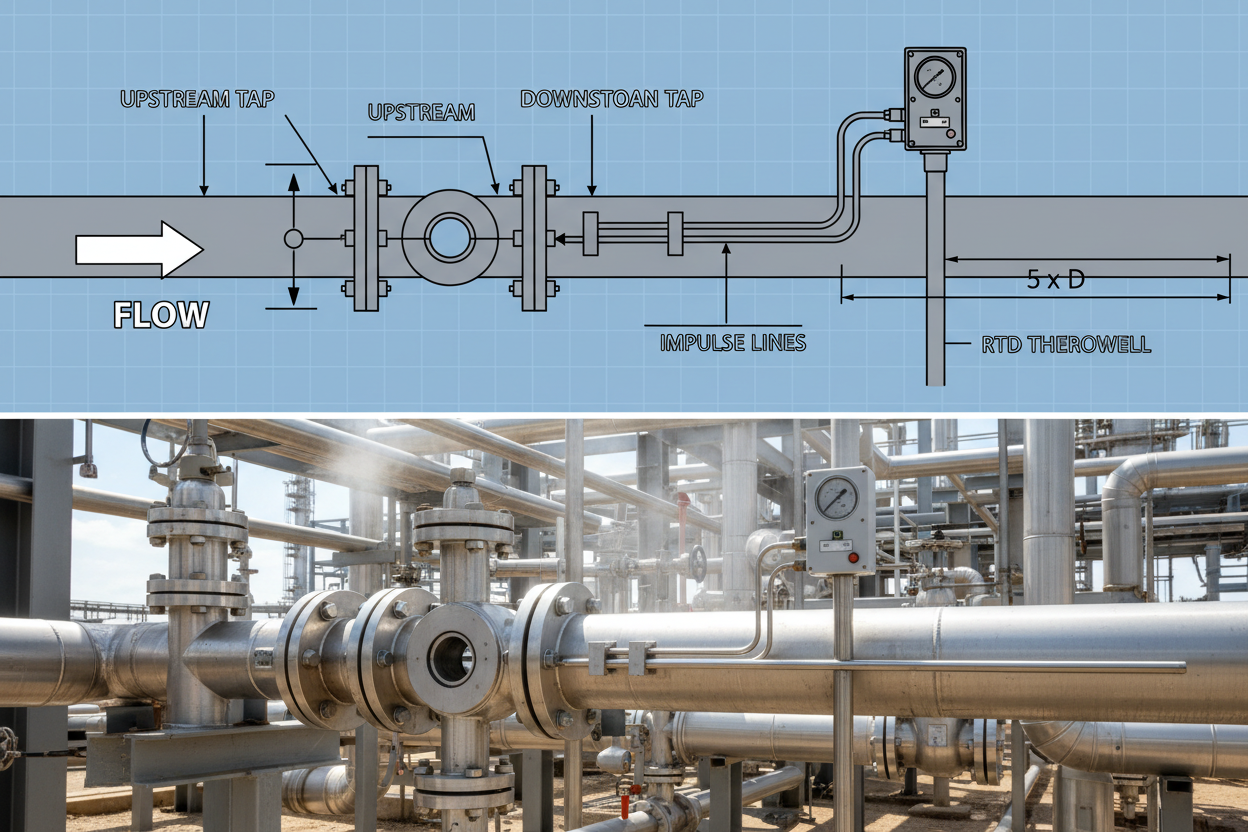
Plūsmas mērītāji ar atveres plāksni balstās uz precīzu diferenciālā spiediena mērījumu. Jebkādas traucējošas ietekmes augšpusē samazina precizitāti. Termovāle, kas uzstādīta augšpusē, rada paredzamu maiņveida virpuļu modeli, ko sauc par fon Kármāna virpuļu ielu. Šie virpuļi rada svārstīgas spiediena viļņus, kas izplatās augšup pa plūsmu un bojā diferenciālā spiediena signālu pie atveres pieslēguma punktiem.
Yokogawa plūsmas inženieri regulāri konstatē 1,5–3% plūsmas mērījumu kļūdas, kuru pamatcēlonis ir nepareiza RTD izvietošana pirms atveres plāksnes. Spiediena svārstību frekvence no termovāles ir atkarīga no plūsmas ātruma, sekojot Stroula likumam. Parastajos procesa ātrumos 3–8 m/s šī frekvence atrodas lielākās daļas DP raidītāju reakcijas joslā, kas nozīmē, ka raidītājs to nevar automātiski filtrēt. Yokogawa DPharp EJA sērijas spiediena raidītājs ir augstas precizitātes DP raidītājs, plaši izmantots atveres plāksnes mērīšanas sistēmās, kur jānovērš augšupvērstas plūsmas traucējumi, lai sasniegtu noteikto precizitāti.
Tāpēc gan ISO 5167-1, gan ASME MFC-3M standarts prasa temperatūras elementus izvietot pēc primārā plūsmas elementa. Tas nav ieteikums — tas ir mērīšanas sistēmas integritātes nosacījums.
Fizika aiz izvietošanas pēc plūsmas
Termovāle, kas ievietota caurules šķērsgriezumā, darbojas kā blīvs ķermenis. Plūsmas atdalīšanās pie termovāles rada divas maiņveida zema spiediena zonas pretējās stumbra pusēs. Šī atdalīšanās ir periodiska un atkārtojama, taču tā ievieš svārstīgu spiediena komponenti augšupvērstā plūsmas laukā.
Ja termovāle atrodas pirms atveres plāksnes, rodas trīs kļūdu veidi. Pirmkārt, maiņveida virpuļi traucē ātruma profilu, kas tuvojas atveres caurumam, radot nevienmērīgu asiālo ātruma sadalījumu. Otrkārt, zema spiediena impulsi maina statiskā spiediena rādījumu pie augšupvērstā pieslēguma, radot nepareizi augstu vai zemu diferenciālo spiedienu. Treškārt, ja virpuļu atdalīšanās frekvence sakrīt ar mehāniskās rezonanses frekvenci atveres plāksnes vai flanča komplektā, paātrinās konstrukcijas nogurums.
Termovāles izvietošana pēc plūsmas novērš visus trīs kļūdu veidus. GE Sensing vadlīnijas nosaka minimālo attālumu pēc plūsmas 5 cauruļu diametru (5D) attālumā starp pēcplūsmas pieslēgumu un termovāles priekšējo malu. Tvaika lietojumos virs 30 m/s inženieri šo attālumu palielina līdz 10D, lai novērstu rezonanses savienojumu ar caurules sienu.
Uzstādīšanas procedūra un attāluma noteikšanas noteikumi
- 1. solis: Nosakiet plūsmas virzienu un atzīmējiet augšupvērstos un pēcplūsmas flančus uz atveres turētāja gredzena. Pārliecinieties, ka atveres plāksnes slīpums ir vērsts pēc plūsmas un augšupvērstais pieslēgums atrodas 0–0,5D attālumā no plāksnes virsmas.
- 2. solis: Pabeidziet atveres plāksnes uzstādīšanu un pievelciet flanča skrūves ar norādīto griezes momentu. ANSI 150 klases flančiem oglekļa tērauda servisā parasti griezes moments ir 80–110 Nm, pievelkot skrūves krusteniskā secībā.
- 3. solis: Izmēriet 5D no pēcplūsmas pieslēguma punkta gar caurules centru. Atzīmējiet šo vietu kā minimālo atļauto termovāles ievietošanas punktu.
- 4. solis: Izvēlieties termovāles iegremdēšanas dziļumu tā, lai jutīgais gals atrastos caurules centrā, kas atbilst 50–60% no iekšējā diametra. Caurulei ar nominālo caurumu 100 mm iegremdēšanas dziļumam jābūt 50–60 mm no caurules iekšējās sienas virsmas.
- 5. solis: Uzstādiet termovāli, izmantojot metināmu ligzdu vai flančotu korpusu, atkarībā no procesa spiediena klases. Spiedienam virs 40 bāriem izmantojiet flančotu termovāli, kas atbilst ASME PTC 19.3 TW-2016 modināšanas frekvences aprēķinu prasībām.
- 6. solis: Ievietojiet Pt100 RTD elementu termovālē un pieslēdziet to ar apstiprinātu pagarinājuma kabeli. 3-vadu Pt100 konfigurācijā pārliecinieties, ka raidītājā ir ieslēgta vadu pretestības kompensācija — Yokogawa YTA510 to atbalsta nativā veidā rūpnieciskai lietošanai.
- 7. solis: Veiciet tiešraides pārbaudi, salīdzinot raidītāja izvadi ar atsauces termometru stabilas plūsmas laikā. Pieļaujamā novirze ir ±0,5°C krājumu nodošanas lietojumos.
Biežākās lauka kļūdas un labošanas pasākumi
Pat pieredzējuši tehniķi pieļauj atkārtotas kļūdas atveres-RTD sistēmās. Pirmā izplatītā kļūda ir uzstādīšanas secības apgriešana — termovāles novietošana augšupvērstā taisnajā posmā, lai ietaupītu cauruļvadu vietu. DP raidītājs reaģē uz momentāno diferenciālo spiedienu, nevis vidējo vērtību. Nekavējoties pārvietojiet termovāli uz pēcplūsmas pusi.
Otrā kļūda ir nepietiekams taisnais posms pirms atveres plāksnes. ISO 5167 prasa 10D–40D taisnu cauruli pirms atveres atkarībā no beta attiecības un augšupvērstā savienojuma veida. 90° līkums tieši pirms beta-0,6 atveres plāksnes prasa 26D taisnu posmu. Inženieri bieži pārbauda tikai termovāles pozīciju un pilnībā ignorē augšupvērstā cauruļvada atbilstību.
Trešā kļūda ir termovāles ievietošanas dziļums zem caurules centra līnijas. Termovāle, kas sasniedz tikai 40% no caurules rādiusa, mēra temperatūru, ko ietekmē robežslānis, nevis kopējo šķidruma temperatūru. Tvaika lietojumos šī kļūda var pārsniegt 3°C, kas tieši ietekmē blīvuma korekciju, ko veic plūsmas dators.
Turklāt gan GE Panametrics, gan Yokogawa lietojumu inženieri dokumentē gadījumus, kad termovāles vibrācijas izraisīja RTD elementa lūzumu 90 dienu laikā pēc nodošanas ekspluatācijā. Risinājums ir pārbaudīt modināšanas frekvences attiecību (fn/fs) pirms uzstādīšanas, izmantojot ASME PTC 19.3 TW izklājlapu. Attiecība virs 0,8 prasa stingrāku termovāles konstrukciju vai citu ievietošanas dziļumu.
Nobeigums un rīcības ieteikumi
RTD uzstādīšana pēc atveres plāksnes nav tikai izkārtojuma izvēle — tā ir mērīšanas precizitātes prasība, ko atbalsta ISO 5167 un ASME PTC 19.3 standarti. Virpuļu atdalīšanās no augšupvērstām termovālēm bojā DP rādījumus un var izraisīt konstrukcijas nogurumu. Ievērojiet 5D minimālo attāluma noteikumu no pēcplūsmas pieslēguma, pārbaudiet iegremdēšanas dziļumu pie caurules centra līnijas un pārliecinieties par modināšanas frekvences atbilstību pirms uzstādīšanas. Šie pasākumi novērš mērījumu novirzes, aizsargā jūsu plūsmas datora blīvuma kompensāciju un nodrošina atbilstību regulējošām prasībām krājumu nodošanas mērīšanas stacijās.
Autors: Markuss Čens ir rūpnieciskās automatizācijas inženieris ar vairāk nekā 10 gadu pieredzi PLC, DCS un vadības sistēmās.















