Beherrschung der automatischen Türsteuerung: Ein praktischer Leitfaden zu Kontaktplan und SPS-Integration
In der Welt der industriellen Automatisierung sind automatisierte Eingangssysteme mehr als nur eine Annehmlichkeit. Sie stellen eine grundlegende Anwendung von Steuerungssystemen dar, die Sensoreingaben, Motoransteuerungen und Sicherheitslogik ausbalancieren. Das Verständnis, wie man diese Abläufe programmiert, ist für jeden Ingenieur, der mit Fabrikautomatisierung arbeitet, unerlässlich. Dieser Leitfaden erklärt die Logik hinter einem Schiebetürsystem unter Verwendung der XG5000 SPS (Speicherprogrammierbare Steuerung) Programmierung.
Festlegung der Ablaufsteuerung für automatisierte Eingänge
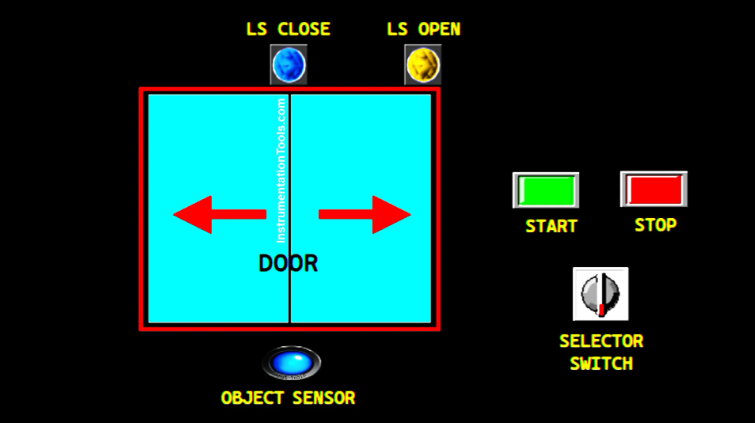
Eine zuverlässige automatische Tür folgt einer bestimmten, wiederholbaren Abfolge, um Sicherheit und Effizienz zu gewährleisten. Zuerst initialisiert das System beim Start Variablen, um sicherzustellen, dass die Tür geschlossen beginnt. Wenn ein Annäherungssensor ein Objekt erkennt, löst er den Motor zum Öffnen der Tür aus. Ein Endschalter bestätigt, wenn die Tür vollständig geöffnet ist. Anschließend hält das System die Tür für fünf Sekunden offen, bevor es den Motor zum Schließen umkehrt. Diese Standard-Schleife sorgt für einen reibungslosen Verkehrsfluss innerhalb einer Industrieanlage.
Umsetzung der Stromversorgung und Verriegelung des Systems
In der SPS-Programmierung hat die Einrichtung eines robusten Start/Stopp-Mechanismus oberste Priorität. Mit Steig 1 der Kontaktplan-Logik ordnen wir die START Taste (P0000) einem Merkerbit namens SYSTEM_AN (M0000) zu. Durch Anwendung einer Verriegelungsschaltung bleibt das System auch nach Loslassen der Taste eingeschaltet. Im Gegensatz dazu unterbricht das Drücken der STOP Taste (P0001) den Stromkreis und setzt das Merkerbit sofort auf AUS. Diese „Selbsthaltung“-Logik ist ein Grundpfeiler sicherer industrieller Automatisierung gestaltung.
Verwaltung manueller Übersteuerungen und Öffnungsabläufe
Effizienz erfordert oft manuelle Übersteuerungen, etwa um eine Tür für Wartungsarbeiten oder Lieferungen mit hohem Volumen offen zu halten. Dies erreichen wir durch ein TÜR_HALTEN (M0001) Merkerbit, das mit einem physischen Wahlschalter (P0005) verbunden ist. Wenn das System aktiv ist und der Sensor (P0002) auslöst, wird der MOTOR_SCHIEBETÜR_OFFEN (P0040) Ausgang aktiviert. Der Motor bleibt aktiv, bis der ES_TÜR_OFFEN (P0003) Endschalter ein HOCH-Signal sendet. Dies verhindert, dass der Motor gegen den Türrahmen arbeitet, sobald der Öffnungsvorgang abgeschlossen ist.
Zeitsteuerung und automatische Schließlogik
Sobald die Tür die offene Endlage erreicht, startet ein Timer (T000) einen 5-Sekunden-Countdown. Das System muss jedoch intelligent genug sein, diesen Timer anzuhalten, wenn der TÜR_HALTEN Modus aktiv ist. Nach Ablauf des Timers wird der MOTOR_SCHIEBETÜR_SCHLIESSEN (P0041) Ausgang aktiviert. Wie beim Öffnungsablauf nutzt dieser Ausgang eine Verriegelungslogik, um die Bewegung aufrechtzuerhalten. Schließlich beendet der ES_TÜR_GESCHLOSSEN Endschalter den Vorgang, sobald die Tür ihre Grundstellung erreicht hat, und setzt den Zyklus für die nächste Erfassung zurück.
Fachlicher Hinweis: Die Bedeutung der Zuverlässigkeit von Endschaltern
Aus meiner Erfahrung vor Ort ist der häufigste Fehlerpunkt in Türsteuerungen nicht der Programmcode, sondern der mechanische Endschalter. Umwelteinflüsse und Schmutz in einer Fabrik können mechanische Schalter oft beeinträchtigen. Daher empfehle ich dringend den Einsatz von induktiven Näherungsschaltern oder robusten Magnetschaltern für die ES_TÜR_OFFEN und ES_TÜR_GESCHLOSSEN Eingänge. Diese berührungslosen Lösungen verringern Wartungszeiten erheblich und erhöhen die Zuverlässigkeit Ihrer Fabrikautomatisierung deutlich.














